
Composite material products are increasingly in demand across industries, but traditional manufacturing methods often cause headaches. In the past, producing composite parts felt like a gamble: quality was inconsistent, materials were wasted in large quantities, and costs kept climbing. Now, injection molding technology has arrived like a game-changer, tackling these pain points one by one -- it dramatically improves consistency through automated production, reduces manual errors, and maximizes material utilization. For industries like automotive and aerospace that require mass production, composite injection molding can batch-produce complex parts at relatively low cost while maintaining consistent quality across every piece. Even better, injection molding generates virtually no excess scrap material, significantly reducing the carbon fiber trimmings and fiberglass offcuts that litter the floors of traditional manufacturing. Imagine a dumpling vendor at a night market -- previously hand-wrapping dumplings of uneven sizes with wasted filling, now using a machine that churns out perfectly uniform, fully stuffed dumplings every time with zero waste. The satisfaction level goes through the roof!
Basic Components and Operating Principles
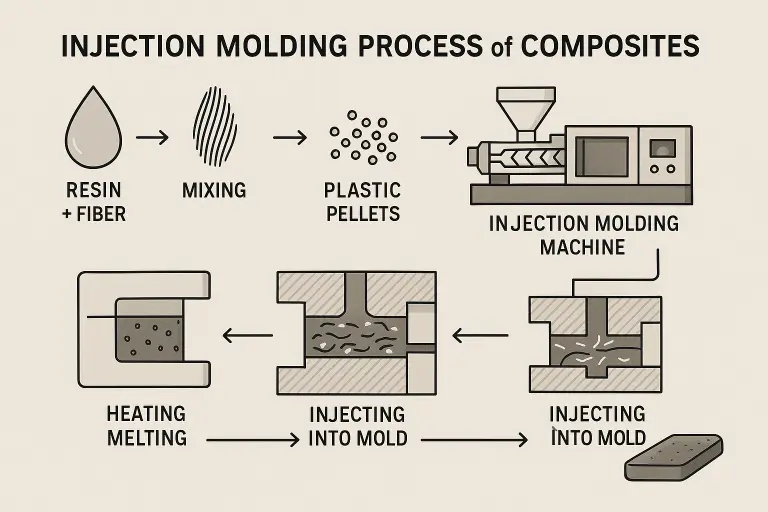
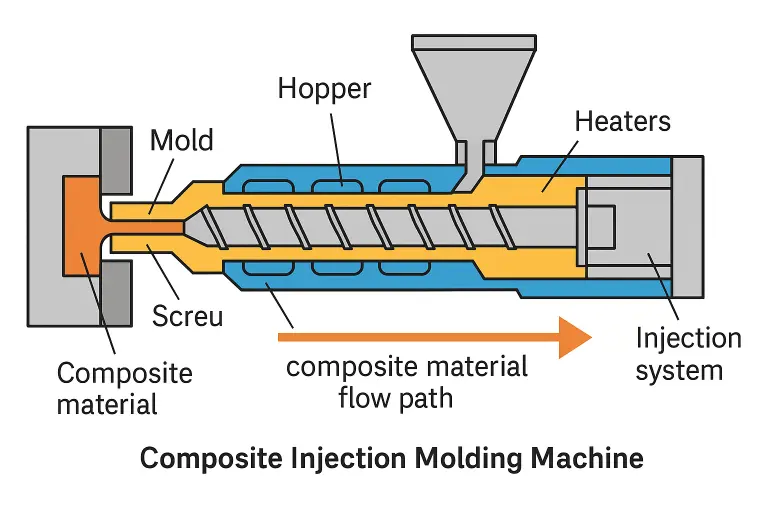
To master the art of injection molded composites, you first need to understand the basic components and operating principles. Simply put, Composite Material = Matrix Resin + Reinforcing Fibers. The matrix is divided into two major categories: thermoplastics and thermosets. Thermoplastics melt when heated and can be reshaped repeatedly, while thermoset resins, once heated and cured, cannot be remelted -- each has its advantages. For reinforcing materials, common options include glass fiber, carbon fiber, and even aramid fiber (Kevlar). Embedding these fibers into plastic is like placing rebar in concrete, making the material stronger and stiffer without adding much weight. Before injection molding, factories typically mix fibers and resin into plastic pellets or pre-formed compounds that look somewhat like small tinted rice grains. These mixed materials are then fed into the injection machine's barrel for heating -- like making a blended corn chowder, melting the plastic while stirring the fibers evenly throughout. Then, with a burst of high pressure, the mixture is injected into a pre-made mold. The mold is like a cookie cutter, hollowed out in the shape of the product. The molten fiber-filled plastic fills the entire mold cavity, then cools or cures to solidify: thermoplastic-based materials cool to harden, while thermoset resins are heated within the mold to fully cure. Finally, the mold opens, the finished part is ejected, and the entire sequence flows seamlessly. Doesn't the whole process sound like an automated oven baking bread? Mixing ingredients, filling the mold, baking, and removing from the oven -- all in one smooth rhythm.
Within this process, several key technical points are worth noting. First is mold design: since fiber-filled melt has higher viscosity, the mold gate (feed point) configuration requires special attention, ensuring smooth material flow paths and adequate venting channels -- otherwise trapped air leads to void defects. The mold also needs to withstand high pressure and temperature, with precision cooling channels built in for uniform cooling across all areas. Next are the process parameters: including injection pressure, injection speed, material/mold temperature, and cooling time -- all must be precisely calibrated. For example, pressure too low may leave distant corners unfilled, while too high could deform the mold; temperature too low reduces melt flowability making it difficult to fill, while too high could degrade the resin or damage fibers; cooling time too short means the part isn't fully solidified when ejected, causing warping, while too long wastes efficiency. Injection molding is somewhat like precision baking -- temperature, time, and pressure all need to work in harmony to produce a composite "cake" that is both beautiful and structurally sound.
Common Problems and Solutions
That said, even the most advanced processes encounter obstacles. Let's discuss some common frustrations in composite injection molding and how industry veterans tackle them.
-
Warpage Deformation
Many plastic injection parts suffer from warpage, and composites are no exception -- fibers can even make things worse. Because fibers in the melt typically align along the flow direction, shrinkage rates differ between the flow and transverse directions after cooling. The result is like baking a thin sheet with uneven heating -- the edges curl up after coming out of the oven, and the product warps. Additionally, uneven mold cooling or excessive internal stress can exacerbate warpage. One factory producing a glass fiber-reinforced nylon housing found that every piece warped upward at both ends like an arch bridge after demolding, leaving their engineers pulling their hair out. The solution is to address the root cause: improve the cooling system to ensure uniform cooling across the mold; add ribs and reinforcement to the product design to increase structural rigidity and disrupt unidirectional fiber alignment; increase holding pressure or extend holding time when necessary. After adjustments, the housing finally came out flat and met specifications.

-
Internal Voids
Another frustrating injection molding problem is the formation of invisible air bubbles or voids within the product. Like air bubbles getting into bubble tea -- it looks similar but the texture is completely off. These voids are typically caused by trapped air in the mold cavity or incomplete filling. After the material cools, the air remains inside as pockets, not only reducing strength but potentially causing localized stress concentrations. In terms of solutions, the key is giving air an escape route while ensuring complete filling: add sufficient venting holes and degassing channels during mold design, or use multiple injection points and edge gates; for injection parameters, moderately reduce injection speed to allow air time to escape, and increase holding pressure and duration to "push" the melt into every corner; dry the raw material before injection to prevent resin moisture from vaporizing into bubbles. In real-world cases, one manufacturer producing thick-wall composite parts kept getting voids, and solved the problem by adding an extra gate to the mold and extending the holding phase, successfully producing solid parts with no more "hollow" centers. -
Fiber Orientation Disorder
Fibers are a double-edged sword. On one hand, they enhance material performance, but on the other, during injection flow, fibers may distribute chaotically -- some areas have highly aligned fibers while others are tangled and disorganized. The result is uneven mechanical properties throughout the part, like someone pulling hard on one thread in a piece of fabric. Residual internal stress after cooling can easily lead to deformation or weak spots. The solution starts at the source: control fiber length and formulation viscosity to prevent severe fiber breakage or clumping during injection; machine screw design and rotation speed should also be gentle to avoid grinding long fibers into short stubs; mold flow analysis is a great tool -- use flow simulation before production to predict fiber orientation distribution, then adjust gate quantity and positions accordingly. Generally speaking, with proper runner design and moderate injection conditions, short-fiber reinforced materials can achieve a relatively random but uniform strengthening effect.
(Additionally, fiber floating is a unique challenge with fiber-reinforced plastics. During high-speed melt filling, fibers near the cavity surface may migrate and accumulate due to shear forces, causing the finished surface to show a fuzzy, exposed fiber layer. Countermeasures typically include adjusting the formulation to use shorter fibers or lower-viscosity resin, increasing mold temperature or using dynamic mold temperature control to keep the surface layer melt in a flowing state slightly longer, locking fibers within the inner layer and preventing them from surfacing.)
The Role of Automation and Machine Vision in Quality Control
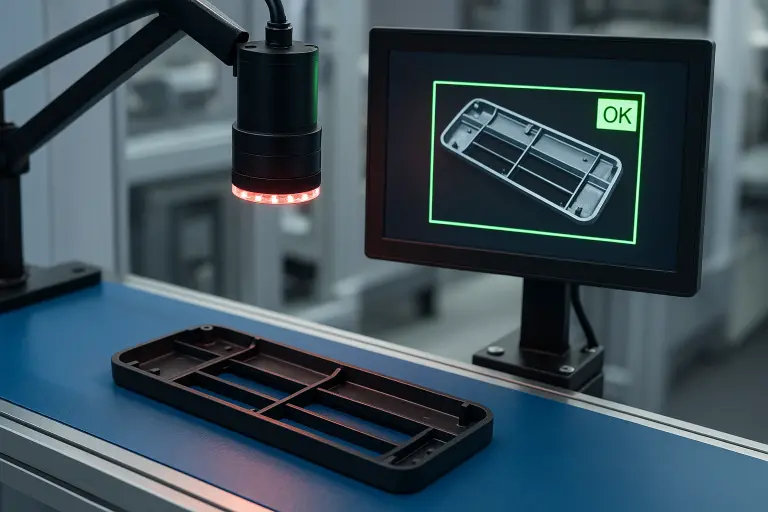
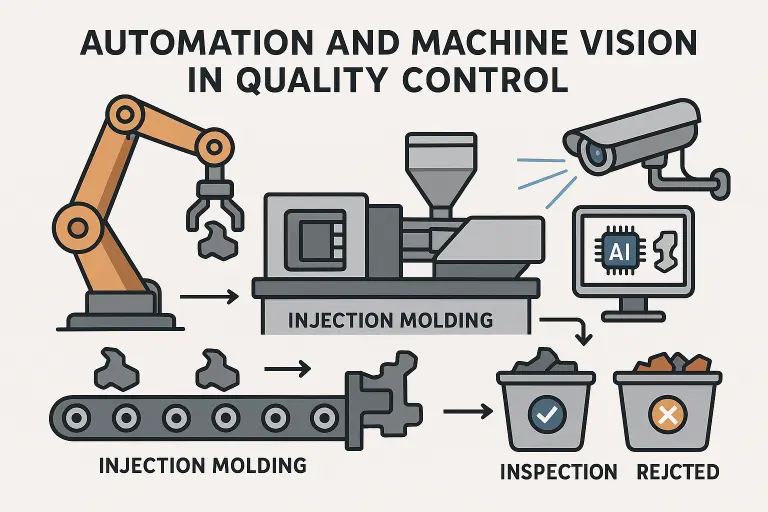
Quality control has always been a top priority for plastic injection manufacturers -- after all, nobody wants to produce an entire batch only to scrap a pile of defective parts. In traditional factories, QC inspectors often rely on visual checks, flipping each product over and back looking for warps, short shots, and other defects -- time-consuming and heavily dependent on experience. Now in the Industry 4.0 era, automation and machine vision have stepped in as frontline quality assurance assistants. Machine vision is essentially giving the production line a pair of AI eyes -- it uses high-speed cameras and image processing algorithms to inspect every injection-molded composite part in real-time. Are there scratches or discoloration on the surface? Are dimensional profiles out of tolerance or warped? Even whether fiber fill distribution within the material is uniform can be caught. These systems are sensitive enough to detect differences of just a few microns, with accuracy far surpassing manual inspection. Even more impressive is the integration of real-time monitoring with closed-loop control: machines are equipped with sensors that continuously monitor critical injection parameters (temperature, pressure, speed, etc.). The moment any value drifts outside the preset acceptable range, the system immediately alerts or automatically fine-tunes machine settings, nipping potential defects in the bud before they even occur. For example, if injection pressure drops abnormally -- possibly meaning the shot wasn't full -- the machine can immediately increase pressure or stop for inspection, preventing continuous production of defective parts.
Of course, peripheral automation equipment is also an important part of quality control. Many injection production lines now feature robotic arms to handle finished parts -- not only fast and precise, but also preventing secondary damage or deformation from manual handling of parts that haven't fully cooled. After the robotic arm removes the part, it typically delivers it to a fixed station for visual inspection or dimensional measurement. Some factories go even further with fully automated sorting: once machine vision identifies a defect in a part, it immediately directs the robotic arm to toss it into the reject bin, while good parts proceed to the next packaging step. Through data integration, every product now has a "digital history," making it easy to trace which mold cycle produced the issue. The benefits of this smart quality control are comprehensive: consistency improves, with every product's tolerances falling within spec; speed increases, with automated inspection happening in real-time rather than waiting for post-production sampling and rework; scrap rates decrease, because problems trigger immediate line stoppage and adjustment rather than blindly producing hundreds of bad parts. For clients, every batch they receive has consistent quality, and for manufacturers, these invisible savings ultimately translate into tangible cost advantages and reputation.
Cost Optimization Strategies
After covering technology and quality, let's talk about what bosses care about most -- cost. How can you minimize the cost of composite injection molding while maintaining quality? Here are strategies from four perspectives: raw materials, efficiency, scrap rates, and energy consumption:
-
Smart Material Selection Saves Money
Materials account for the largest portion of manufacturing costs, so being strategic about material selection is crucial. Composite materials offer many possible combinations, and while some have excellent performance, they come with shocking price tags (e.g., carbon fiber costs several times more than glass fiber). If a product doesn't require extreme lightweight or ultra-high strength, glass fiber-reinforced plastic is often more cost-effective and still provides adequate performance. Additionally, thermoplastic matrices have a cost control advantage over thermosets: scrap can be recycled and reused. Runners, trial reject parts from the injection process can be ground up and blended back into virgin material for re-injection (ratio control is needed to avoid affecting performance), essentially recovering costs through recycling. When selecting materials, also consider processability -- materials with good flowability and stable shrinkage are less finicky about process conditions, reducing debugging costs and defect rates. In short, match the material to the application -- if performance is adequate, don't over-specify. Spend money where it matters most. -
Shorten Cycle Time for Better Efficiency
The manufacturing industry has a saying: "Time is money," and when injection molding cycle time drags on, machine capacity can't keep up, naturally driving up per-unit costs. The key to improving efficiency is reducing every mold's cycle time. Don't underestimate shaving off a few seconds -- over large production volumes, it adds up significantly. For example, reducing a cycle from 30 seconds to 25 seconds increases hourly output from 120 shots to 144 shots, a full 20% efficiency boost! To achieve this, tackle it from multiple angles: optimize the mold for faster cooling (e.g., use high thermal conductivity steel or design denser cooling channels), upgrade machines with rapid injection and clamping systems, improve product design to avoid overly thick walls that cause prolonged cooling, add automation for simultaneous demolding and part removal, etc. Some also use microcellular foam injection technology, forming micro-bubbles inside the product to reduce effective thickness, allowing faster cooling with less warpage. From molds, machines, processes to auxiliary equipment -- find every opportunity to compress idle time, and cycle times will steadily decrease. -
Reduce Scrap Rates
Scrapped products represent not just wasted material, but also wasted machine time for rework -- a double cost hit. So getting it right the first time is the most economical approach. Automated quality control is already making an impact: real-time monitoring and machine vision catch early warning signs, preventing entire batches from being scrapped. Additionally, investing time in optimizing process parameters and conducting mold flow analysis before mass production can pre-emptively solve potential issues (such as uneven filling, cold spots, flash risks), significantly reducing defect rates during trial runs and production. For thermoplastic composites, remember that recycling is a money-saving approach: grind runners and defective parts into recycled pellets and blend them back at a controlled ratio (e.g., 5-10%). When properly managed, this has no significant impact on quality, essentially recovering costs through circular reuse. When scrap rates go down, not only are materials saved, but waste disposal effort and environmental compliance costs are also reduced -- multiple benefits from one action. -
Energy Conservation
The last item, often overlooked but capable of significant savings, is energy costs. Injection machines run all day heating and applying force, and electricity bills are very real. Traditional hydraulic injection machines with poor efficiency are like feeding an electricity-guzzling monster. That's why in recent years, the mainstream has shifted to energy-efficient injection machines: including all-electric machines or hydraulic systems with servo motors that only consume power during active operations and reduce speed during standby. According to industry data, newer high-efficiency machines can reduce per-unit energy consumption by up to 70% compared to older models! This is a very significant figure, meaning a single machine could save enough in electricity costs over a year to put a smile on the finance manager's face. Combined with production scheduling optimization (consolidating similar products to reduce mold and material change frequency) and equipment maintenance (ensuring heating/cooling systems operate at peak efficiency), further unnecessary energy waste can be avoided. Not only do costs decrease, but the social benefits of carbon reduction are achieved as well -- truly killing two birds with one stone.
Summarizing all the strategies above, it really comes down to one sentence: produce more and better composite products with less input. Composite injection molding technology has successfully brought high-performance materials into the world of automated mass production. It has revolutionized traditional composite manufacturing processes, resolved the dilemma between quality and cost, allowing us to pursue lightweight, high-strength solutions without paying the price of instability and high waste. For Taiwan's industrial sector, mastering this complete guide is like holding the ace card in the manufacturing competition. In practical applications, there are certainly many more details and advanced techniques to explore, such as smarter molding equipment, more innovative material formulations, and so on. But regardless, consistent quality and efficient production will always be the core objectives. With injection molding empowering composite materials, we believe they can make a strong showing across various fields, satisfying the market's aspiration for high performance while helping manufacturers stand firm in profitability and competitiveness. We hope this guide gives you a comprehensive understanding of composite injection molding, and that when you face challenges on the factory floor in the future, you can respond with confidence and produce outstanding results!